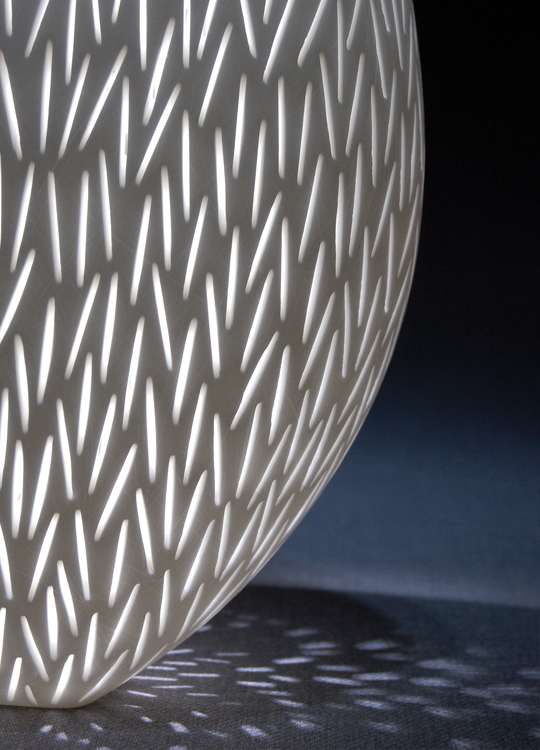
'Vessel Forms' - Slipcast and hand-carved bone china.
Materials:- Bone china.
Dimensions:- Small Form – h23cm. Tall Form – h38cm.
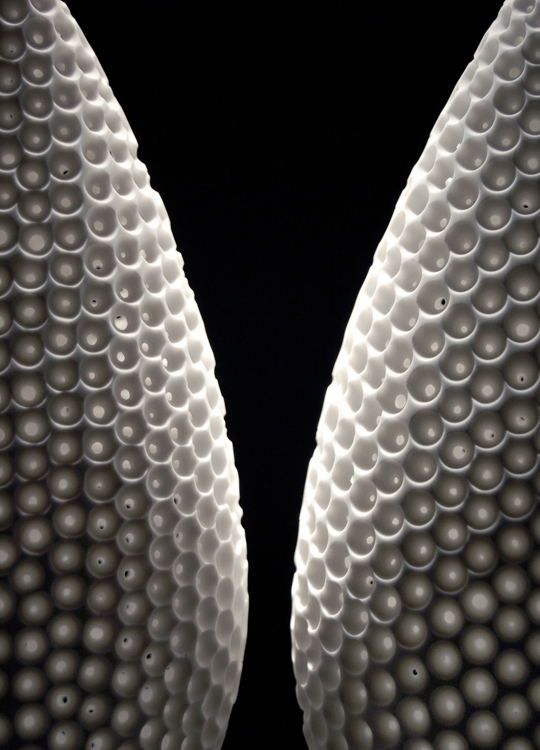
Taking risks has always appealed to me in my attempts to push bone china to its limits. There is nothing unique in this approach, as there are numerous contemporary makers who take ‘piercing’ (reticulation) to extremes, nor in fact is it new in the history of ceramics. And most probably for me it was, as a student, seeing the astonishingly intricate reticulated pieces made by George Owen in the early 1900’s for Royal Worcester, that set me on this particular path.
Each ‘Vessel Form’ begins as a blank cast before being carved by hand using an electric mini drill – a noisy, dusty process requiring, goggles, respirator mask and ear defenders to diminish the sound of the industrial dust extractor which captures the harmful ceramic particles. The task of carving requires absolute concentration. Subtle changes in the pitch of the drill tell me when I am coming close to breaking through the delicate unfired clay shell of the vase.

A ‘Honeycomb’ vessel with its multitude of holes takes around three days to carve. I begin at the neck, the most fragile section of the vase – if you are going to make a mistake and lose a piece it is best that it happens a few hours in, rather than several days into the process. With each hole formed there is an ever increasing time investment and as a vase nears completion reciprocally there is an increase in the value of the piece, therefore as the hours and days go by I find myself holding my breath more and more as I drill. Conversely, as piercing increases the value of a piece, it also gradually reduces its weight. Typically a 750g cast is reduced to around 310g after first stage drilling and low firing, then with second stage carving and final high firing it will reduce further to around 300g – therefore losing over half its original weight.
Over firing.
This image illustrates ‘pyroplastic deformation’ (the fluidity of bone china when firing to its top temperature) and tells the story of seeking the optimum firing profile for a new slip-cast form.
An educated guess of a 1250°C top temperature with a 20min soak (holding at temperature) seemed about right for the new shape, but resulted in total collapse of the form. Subsequent trials, revealed that dropping the top temperature to 1245°C, whilst retaining the 20min soak, allowed the ‘vessel form’ to retain just enough structural integrity to support itself and yield the translucence I was looking for. Success or failure for this shape therefore is separated by a mere 5ºC. And in the case of a ‘Honeycomb’ vessel, I have described this as being akin to making a ‘string vest’ stand up.
In the top left corner of the image there is a photo of my ‘master’ plaster model for the form to indicate just how much deformation has taken place.


Someone once asked me “How many holes are in a ‘Honeycomb’ vessel?” – so I had to figure out a way to count the holes without losing track in order to get the answer – which is 1,600 – approximately.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}